

1. Ալյումինի և ալյումինե համաձուլվածքի հատուկ ճշգրիտ էքստրուզիոն նյութերի բնութագրերը
Այս տեսակի արտադրանքն ունի հատուկ ձև, բարակ պատի հաստություն, թեթև միավորի քաշ և շատ խիստ հանդուրժողականության պահանջներ: Նման արտադրանքները սովորաբար կոչվում են ալյումինե համաձուլվածքից պատրաստված ճշգրիտ (կամ գերճշգրիտ) պրոֆիլներ (խողովակներ), իսկ նման արտադրանք արտադրելու տեխնոլոգիան կոչվում է ճշգրիտ (կամ գերճշգրիտ) էքստրուզիա:
Ալյումինե համաձուլվածքների հատուկ ճշգրտության (կամ գերճշգրիտ) էքստրուզիայի հիմնական առանձնահատկություններն են՝
(1) Կան բազմաթիվ տեսակներ, փոքր խմբաքանակներ, և դրանց մեծ մասը հատուկ նշանակության էքստրուզիոն նյութեր են, որոնք օգտագործվում են կյանքի գրեթե բոլոր ոլորտներում և մարդկանց կյանքի բոլոր ոլորտներում, ներառյալ էքստրուզիոն բոլոր արտադրանքները, ինչպիսիք են խողովակները, ձողերը, պրոֆիլները և լարերը, որոնք ներառում են տարբեր համաձուլվածքներ և վիճակներ: Փոքր լայնական հատույթի, բարակ պատի հաստության, թեթև քաշի և փոքր խմբաքանակների պատճառով, ընդհանուր առմամբ, հեշտ չէ կազմակերպել արտադրությունը:
(2) Բարդ ձևեր և հատուկ ուրվագծեր, հիմնականում ձևավորված, հարթ, լայն, թևավոր, ատամնավոր, ծակոտկեն պրոֆիլներ կամ խողովակներ: Միավոր ծավալի մակերեսը մեծ է, և արտադրության տեխնոլոգիան դժվար է:
(3) Լայն կիրառություն, հատուկ կատարողականություն և ֆունկցիոնալ պահանջներ։ Արտադրանքի օգտագործման պահանջները բավարարելու համար ընտրվում են համաձուլվածքների բազմաթիվ վիճակներ, որոնք ընդգրկում են գրեթե բոլոր համաձուլվածքները՝ 1×××-ից մինչև 8××× շարքեր և տասնյակ մշակման վիճակներ, բարձր տեխնիկական բովանդակությամբ։
(4) Նրբագեղ տեսք և բարակ պատի հաստություն, ընդհանուր առմամբ 0.5 մմ-ից պակաս, որոշները նույնիսկ հասնում են մոտ 0.1 մմ-ի, մեկ մետրի քաշը կազմում է ընդամենը մի քանի գրամից մինչև տասնյակ գրամ, բայց երկարությունը կարող է հասնել մի քանի մետրի կամ նույնիսկ հարյուրավոր մետրի։
5) Կտրվածքի չափերի ճշգրտության և երկրաչափական հանդուրժողականության պահանջները շատ խիստ են: Ընդհանուր առմամբ, փոքր ալյումինե համաձուլվածքից պատրաստված ճշգրիտ պրոֆիլների հանդուրժողականությունները ավելի քան երկու անգամ ավելի խիստ են, քան JIS, GB և ASTM ստանդարտների հատուկ կարգի հանդուրժողականությունները: Ընդհանուր ճշգրտության ալյումինե համաձուլվածքից պատրաստված պրոֆիլների պատի հաստության հանդուրժողականությունը պետք է լինի ±0.04 մմ-ից մինչև 0.07 մմ, մինչդեռ գերճշգրիտ ալյումինե համաձուլվածքից պատրաստված պրոֆիլների կտրվածքի չափի հանդուրժողականությունը կարող է լինել մինչև ±0.01 մմ: Օրինակ, պոտենցիոմետրի համար օգտագործվող ճշգրիտ ալյումինե պրոֆիլի քաշը 30 գ/մ է, իսկ կտրվածքի չափի հանդուրժողականության միջակայքը՝ ±0.07 մմ: Հաստոցների համար ճշգրիտ ալյումինե պրոֆիլների լայնական հատույթի չափի հանդուրժողականությունը ±0.04 մմ է, անկյան շեղումը 0.5°-ից պակաս է, իսկ ծռման աստիճանը՝ 0.83×L: Մեկ այլ օրինակ է ավտոմեքենաների համար նախատեսված բարձր ճշգրտության գերբարակ հարթ խողովակը՝ 20 մմ լայնությամբ, 1.7 մմ բարձրությամբ, 0.17±0.01 մմ պատի հաստությամբ և 24 անցքերով, որոնք բնորոշ գերճշգրիտ ալյումինե համաձուլվածքից պատրաստված պրոֆիլներ են։
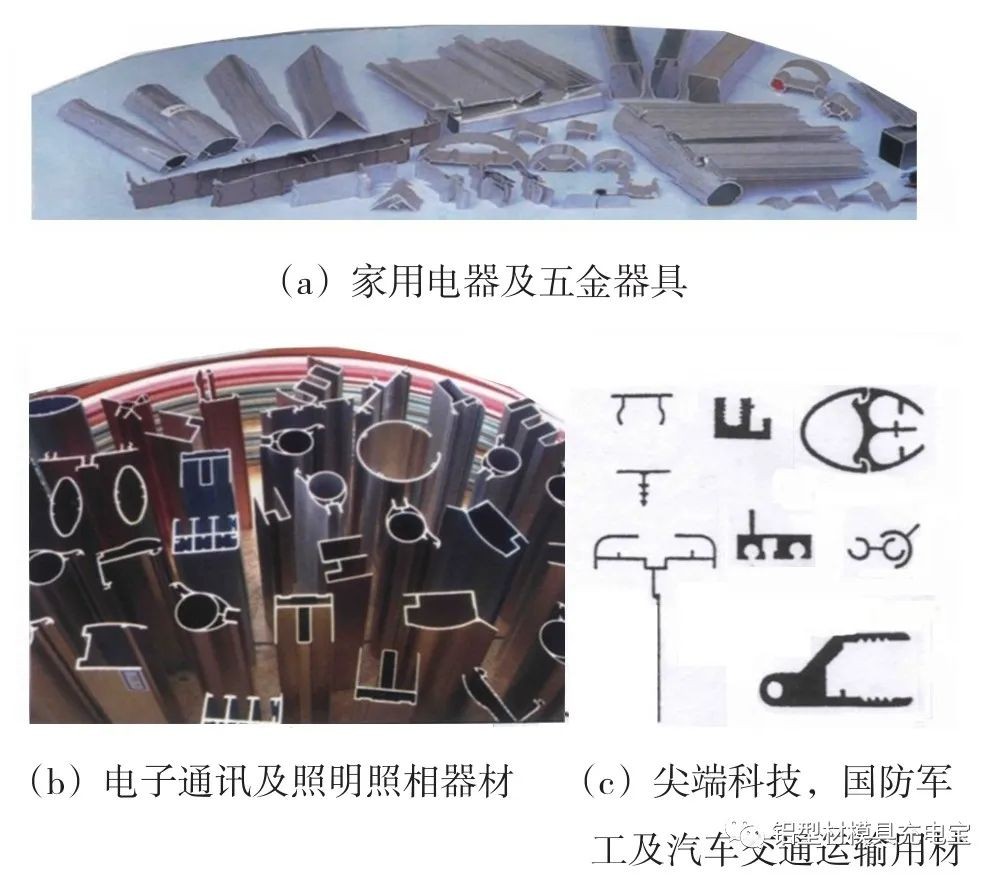
(6) Այն ունի բարձր տեխնիկական բովանդակություն և շատ դժվար է արտադրել, ինչպես նաև ունի հատուկ պահանջներ էքստրուզիոն սարքավորումների, գործիքների, նախշերի և արտադրական գործընթացների նկատմամբ: Նկար 1-ը որոշ փոքր ճշգրիտ ալյումինե համաձուլվածքի պրոֆիլների կտրվածքի օրինակ է:
2. Ալյումինե համաձուլվածքի հատուկ ճշգրիտ էքստրուզիոն նյութերի դասակարգում
Ճշգրիտ կամ գերճշգրիտ ալյումինե համաձուլվածքների էքստրուզիաները լայնորեն կիրառվում են էլեկտրոնային գործիքներում, կապի սարքավորումներում և առաջատար գիտության մեջ, ազգային պաշտպանության և ռազմական արդյունաբերության մեջ, ճշգրիտ մեխանիկական գործիքներում, թույլ հոսանքի սարքավորումներում, ավիատիեզերական, միջուկային արդյունաբերության մեջ, էներգետիկայում և էներգետիկայում, սուզանավերում և նավերում, ավտոմեքենաներում և տրանսպորտային գործիքներում, բժշկական սարքավորումներում, սարքավորումների գործիքներում, լուսավորության մեջ, լուսանկարչության մեջ և էլեկտրոնային սարքերում: Ընդհանուր առմամբ, ճշգրիտ կամ գերճշգրիտ ալյումինե համաձուլվածքների էքստրուզիաները կարելի է բաժանել երկու կատեգորիայի՝ ըստ իրենց արտաքին տեսքի բնութագրերի. առաջին կատեգորիան փոքր չափսերով պրոֆիլներն են: Այս տեսակի պրոֆիլը կոչվում է նաև գերփոքր պրոֆիլ կամ մինի ձև: Դրա ընդհանուր չափը սովորաբար կազմում է ընդամենը մի քանի միլիմետր, նվազագույն պատի հաստությունը՝ 0.5 մմ-ից պակաս, իսկ միավորի քաշը՝ մի քանի գրամից մինչև տասնյակ գրամ մեկ մետրի վրա: Փոքր չափերի պատճառով դրանց վրա սովորաբար պահանջվում են խիստ հանդուրժողականություններ: Օրինակ, լայնական հատույթի չափերի հանդուրժողականությունը ±0.05 մմ-ից պակաս է: Բացի այդ, էքստրուդացված արտադրանքի ուղիղության և պտտման պահանջները նույնպես շատ խիստ են:
Մյուս տեսակը պրոֆիլներն են, որոնք լայնական հատույթի չափսերով շատ փոքր չեն, բայց պահանջում են շատ խիստ չափային հանդուրժողականություններ, կամ պրոֆիլներ, որոնք ունեն բարդ լայնական հատույթի ձև և բարակ պատի հաստություն, չնայած լայնական հատույթի չափը մեծ է: Նկար 2-ը ցույց է տալիս ճապոնական ընկերության կողմից արտամղված հատուկ ձևի խողովակը (արդյունաբերական մաքուր ալյումին), որը արտամղվել է 16.3MN հորիզոնական հիդրավլիկ մամլիչի վրա՝ ավտոմեքենայի օդորակման կոնդենսատորի համար նախատեսված հատուկ բաժանվող մատրիցով: Այս տեսակի պրոֆիլի արտամղման ձևավորման դժվարությունը ոչ պակաս է, քան նախկին տեսակի գերփոքր պրոֆիլինը: Մեծ հատույթի չափսերով և շատ խիստ հանդուրժողականության պահանջներով արտամղված պրոֆիլները ոչ միայն պահանջում են առաջադեմ կաղապարի նախագծման տեխնոլոգիա, այլև պահանջում են խիստ կառավարման տեխնոլոգիա ամբողջ արտադրական գործընթացի համար՝ նախշից մինչև պատրաստի արտադրանք:
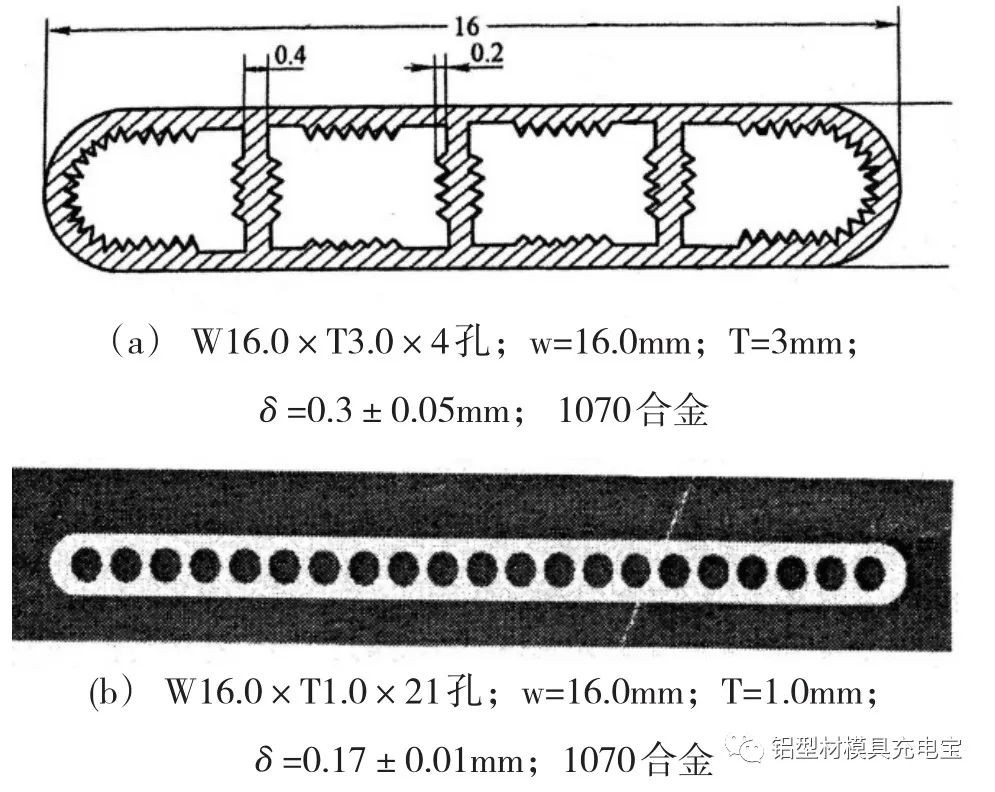
1980-ականների սկզբից ի վեր, Conform անընդհատ էքստրուզիայի տեխնոլոգիայի գործնական կիրառման և արդյունաբերական տեխնոլոգիաների զարգացման շնորհիվ, փոքր և գերփոքր պրոֆիլների էքստրուզիան արագ զարգացել է: Այնուամենայնիվ, տարբեր պատճառներով, ինչպիսիք են սարքավորումների սահմանափակումները, արտադրանքի որակի պահանջները և էքստրուզիայի տեխնոլոգիայի առաջընթացը, փոքր պրոֆիլների արտադրությունը ավանդական էքստրուզիայի սարքավորումներով դեռևս մեծ մասն է կազմում: Նկար 2-ը ցույց է տալիս ավանդական բաժանվող կաղապարների էքստրուզիայի ճշգրիտ պրոֆիլները: Ձուլվածքի կյանքը (հատկապես շունտային կամրջի և ձուլվածքի միջուկի ամրությունը և մաշվածության դիմադրությունը) և նյութի հոսքը էքստրուզիայի ընթացքում դառնում են դրա արտադրությանը ազդող հիմնական գործոնները: Դա պայմանավորված է նրանով, որ պրոֆիլը էքստրուդացնելիս ձուլվածքի միջուկի չափը փոքր է, իսկ ձևը՝ բարդ, իսկ ամրությունը և մաշվածության դիմադրությունը կարևոր գործոններ են, որոնք ազդում են ձուլվածքի կյանքի վրա, ձուլվածքի կյանքը ուղղակիորեն ազդում է արտադրության արժեքի վրա: Մյուս կողմից, շատ ճշգրիտ պրոֆիլներ ունեն բարակ պատեր և բարդ ձևեր, և նյութերի հոսքը էքստրուզիայի գործընթացում ուղղակիորեն ազդում է պրոֆիլների ձևի և չափերի ճշգրտության վրա:
Որպեսզի կանխվի օքսիդային թաղանթի և յուղի ներթափանցումը արտադրանքի մեջ և ապահովվի արտադրանքի միատարր և հուսալի որակը, սահմանված ջերմաստիճանին տաքացված կտորը կարելի է մաքրել արտամղումից առաջ (կոչվում է տաք մաքրում), ապա արագորեն դնել արտամղման տարայի մեջ արտամղման համար։ Միևնույն ժամանակ, արտամղված միջադիրը պետք է մաքուր պահել, որպեսզի մեկ արտամղումից հետո ավելորդ ճնշումը հեռացնելու և հաջորդ արտամղման մեջ միջադիրը տեղադրելու ընթացքում յուղը և կեղտը միջադիրին չկպչեն։
Ըստ կտրվածքի չափերի ճշգրտության և ձևի ու դիրքի հանդուրժողականության, հատուկ ճշգրտության ալյումինե համաձուլվածքի էքստրուզիան կարելի է բաժանել հատուկ ճշգրտության ալյումինե համաձուլվածքի պրոֆիլների և փոքր (մանիատյուր) գերբարձր ճշգրտության ալյումինե համաձուլվածքի պրոֆիլների: Ընդհանուր առմամբ, դրա ճշգրտությունը գերազանցում է ազգային ստանդարտները (օրինակ՝ GB, JIS, ASTM և այլն): Գերբարձր ճշգրտությունը կոչվում է հատուկ ճշգրտության ալյումինե համաձուլվածքի պրոֆիլներ, օրինակ՝ չափերի հանդուրժողականությունը ±0.1 մմ-ից բարձր է, կոտրված մակերեսի պատի հաստության հանդուրժողականությունը ±0.05 մմ ~ ±0.03 մմ սահմաններում է, պրոֆիլների և խողովակների համար:
Երբ դրա ճշգրտությունը կրկնակի գերազանցում է ազգային ստանդարտ գերբարձր ճշգրտությունը, այն կոչվում է փոքր (մանիատյուր) գերբարձր ճշգրտության ալյումինե համաձուլվածքի պրոֆիլ, օրինակ՝ ±0.09 մմ ձևի հանդուրժողականություն, ±0.03 մմ ~ ±0.01 մմ պատի հաստության հանդուրժողականություն փոքր (մանիատյուր) պրոֆիլի կամ խողովակի համար։
3. Ալյումինի և ալյումինե համաձուլվածքների հատուկ ճշգրիտ էքստրուզիոն նյութերի զարգացման հեռանկարները
2017 թվականին աշխարհում ալյումինի վերամշակման նյութերի արտադրությունն ու վաճառքը գերազանցել է 6000 տոննա/տարի, որից ալյումինի և ալյումինե համաձուլվածքների էքստրուզիոն նյութերի արտադրությունն ու վաճառքը գերազանցել է 25000 տոննա/տարի, կազմելով ալյումինի ընդհանուր արտադրության և վաճառքի ավելի քան 40%-ը: Ալյումինե էքստրուզիոն միջին չափի ձողերը կազմել են 90%-ը, որից ընդհանուր պրոֆիլներն ու ձողերը, ինչպես նաև փոքր և միջին չափի քաղաքացիական շենքերի պրոֆիլները կազմել են ձողերի ավելի քան 80%-ը, մեծ և միջին չափի պրոֆիլներն ու հատուկ հատուկ պրոֆիլներն ու ձողերը՝ ընդամենը մոտ 15%-ը: Խողովակը կազմում է ալյումինե համաձուլվածքից էքստրուզիոն նյութի մոտ 8%-ը, մինչդեռ ձևավորված խողովակն ու հատուկ հատուկ խողովակը կազմում են խողովակների միայն մոտ 20%-ը: Վերոնշյալից երևում է, որ ալյումինի և ալյումինե համաձուլվածքների էքստրուզիոն նյութերի ամենամեծ արտադրությունն ու վաճառքը և ամենատարածվածը փոքր և միջին չափի քաղաքացիական շենքերի պրոֆիլներն են, ընդհանուր պրոֆիլներն ու ձողերն ու խողովակները: Իսկ հատուկ պրոֆիլները, ձողերն ու խողովակները կազմում են ընդամենը մոտ 15%-ը, նման արտադրանքի հիմնական բնութագրերն են՝ հատուկ գործառույթներով կամ կատարողականությամբ; որոշակի նպատակի համար նախատեսված; Ունենալով մեծ կամ փոքր չափսեր, չափազանց բարձր չափսերի ճշգրտությամբ կամ մակերեսային պահանջներով։ Հետևաբար, բազմազանությունը մեծ է, իսկ խմբաքանակը՝ փոքր, անհրաժեշտ է ավելացնել հատուկ գործընթացները կամ ավելացնել որոշ հատուկ սարքավորումներ և գործիքներ, արտադրությունը դժվար է, իսկ տեխնիկական բովանդակությունը՝ բարձր, արտադրական արժեքը մեծանում է, և ավելացված արժեքը մեծանում է։
Գիտության և տեխնոլոգիայի առաջընթացի և մարդկանց կենսամակարդակի շարունակական բարելավման հետ մեկտեղ, ալյումինի և ալյումինե համաձուլվածքների արտանետման արտադրանքի արտադրության, որակի և բազմազանության համար ավելի ու ավելի բարձր պահանջներ են առաջադրվել, հատկապես վերջին տարիներին, արտադրանքի անհատականացման ի հայտ գալը նպաստել է անհատականացված բնութագրերով և հատուկ կիրառություններով հատուկ պրոֆիլների և խողովակների մշակմանը:
Գերճշգրիտ պրոֆիլները լայնորեն կիրառվում են էլեկտրոնային սարքերում, կապի, փոստային և հեռահաղորդակցական սարքավորումներում, ճշգրիտ մեքենաներում, ճշգրիտ գործիքներում, թույլ հոսանքի սարքավորումներում, ավիատիեզերական արդյունաբերության, միջուկային սուզանավերի և նավերի, ավտոմոբիլային արդյունաբերության և այլ ոլորտներում, որոնք արտադրում են փոքր, բարակ պատերով, շատ ճշգրիտ մասերի հատվածքի չափսեր: Սովորաբար հանդուրժողականության պահանջները շատ խիստ են, օրինակ՝ հատվածի ուրվագծի չափի հանդուրժողականությունը ±0.10 մմ-ից պակաս է, պատի հաստության հանդուրժողականությունը՝ ±0.05 մմ-ից պակաս: Բացի այդ, արտամղված արտադրանքի հարթության, ոլորման և այլ ձևի ու դիրքի հանդուրժողականությունները նույնպես շատ խիստ են: Բացի այդ, հատուկ փոքր գերճշգրիտ ալյումինե համաձուլվածքի պրոֆիլների արտամղման գործընթացում, սարքավորումներում, կաղապարում, գործընթացում շատ խիստ պահանջներ են ներկայացվում: Ժամանակակից արդյունաբերության արագ զարգացման, ազգային պաշտպանության և գիտական հետազոտությունների առաջադեմ և այլ ձեռնարկությունների, ինչպես նաև անհատականացման աստիճանի բարելավման շնորհիվ, փոքր գերճշգրիտ պրոֆիլների քանակը, բազմազանությունը և որակը գնալով աճում են, չնայած վերջին տարիներին մշակվել և արտադրվել են բազմաթիվ բարձրորակ փոքր գերճշգրիտ ալյումինե համաձուլվածքային պրոֆիլներ, սակայն դրանք դեռևս չեն կարող բավարարել շուկայի պահանջները։ Մասնավորապես, դեռևս մեծ բաց կա փոքր գերճշգրիտ ալյումինե համաձուլվածքային պրոֆիլների արտադրության համար նախատեսված ներքին տեխնոլոգիաների և սարքավորումների և միջազգային առաջադեմ մակարդակի միջև, որը չի կարող բավարարել ներքին և արտաքին շուկայի պահանջարկը և պետք է հասնի դրան։
4. Եզրակացություն
Ալյումինի և ալյումինե համաձուլվածքների հատուկ ճշգրիտ էքստրուզիան (պրոֆիլներ և խողովակներ) բարդ ձևի, բարակ պատի հաստության, չափերի հանդուրժողականության, ձևի և դիրքի ճշգրտության պահանջների մեծ պահանջարկ ունի, բարձր տեխնիկական բովանդակություն ունի, դժվար է արտադրել բարձր որակի նյութեր, ինչը ազգային տնտեսության և ազգային պաշտպանության համար անփոխարինելի հիմնական նյութ է, ունի լայն կիրառություն, խոստումնալից զարգացման հեռանկարներ։ Այս արտադրանքի արտադրությունը ունի հատուկ պահանջներ թղթե մասերի, գործիքավորման և էքստրուզիայի սարքավորումների և էքստրուզիայի գործընթացի նկատմամբ, և խմբաքանակներով գերազանց արտադրանք ստանալու համար պետք է լուծվեն մի շարք հիմնական տեխնիկական խնդիրներ։
Խմբագրել է Մեյ Ջիանգը՝ MAT Aluminum-ից
Հրապարակման ժամանակը. Ապրիլ-07-2024



