

1. Ներածություն
Ավտոմոբիլային թեթևացման գործընթացը սկսվել է զարգացած երկրներում և սկզբնապես առաջնորդվել է ավանդական ավտոմոբիլային հսկաների կողմից: Շարունակական զարգացման շնորհիվ այն զգալի թափ է ստացել: Այն ժամանակվանից, երբ հնդիկներն առաջին անգամ օգտագործեցին ալյումինե համաձուլվածք ավտոմեքենայի շարժիչի լիսեռներ արտադրելու համար, մինչև Audi-ի կողմից 1999 թվականին ամբողջությամբ ալյումինե մեքենաների առաջին զանգվածային արտադրությունը, ալյումինե համաձուլվածքը զգալի աճ է գրանցել ավտոմոբիլային կիրառություններում՝ շնորհիվ իր առավելությունների, ինչպիսիք են ցածր խտությունը, բարձր տեսակարար ամրությունն ու կոշտությունը, լավ առաձգականությունը և հարվածային դիմադրությունը, բարձր վերամշակելիությունը և բարձր վերականգնման մակարդակը: 2015 թվականին ավտոմեքենաներում ալյումինե համաձուլվածքի կիրառման մասնաբաժինը արդեն գերազանցել էր 35%-ը:
Չինաստանում ավտոմոբիլային թեթևացման տեխնոլոգիան սկսվել է 10 տարուց էլ պակաս ժամանակ առաջ, և թե՛ տեխնոլոգիայի, թե՛ կիրառման մակարդակի առումով հետ է մնում զարգացած երկրներից, ինչպիսիք են Գերմանիան, ԱՄՆ-ն և Ճապոնիան: Այնուամենայնիվ, նոր էներգետիկ տրանսպորտային միջոցների զարգացման հետ մեկտեղ, նյութերի թեթևացման տեխնոլոգիան արագ զարգանում է: Նոր էներգետիկ տրանսպորտային միջոցների աճը օգտագործելով՝ Չինաստանի ավտոմոբիլային թեթևացման տեխնոլոգիան ցույց է տալիս զարգացած երկրներին հասնելու միտում:
Չինաստանի թեթև նյութերի շուկան հսկայական է։ Մի կողմից, համեմատած արտասահմանյան զարգացած երկրների հետ, Չինաստանի թեթևացման տեխնոլոգիաները ուշ են սկսվել, և տրանսպորտային միջոցների ընդհանուր քաշը ավելի մեծ է։ Հաշվի առնելով արտասահմանյան երկրներում թեթև նյութերի համամասնության չափանիշը՝ Չինաստանում դեռևս մեծ տեղ կա զարգացման համար։ Մյուս կողմից, քաղաքականության ազդեցությամբ, Չինաստանի նոր էներգետիկ տրանսպորտային միջոցների արդյունաբերության արագ զարգացումը կբարձրացնի թեթև նյութերի պահանջարկը և կխրախուսի ավտոմոբիլային ընկերություններին անցնել թեթևացման։
Արտանետումների և վառելիքի սպառման ստանդարտների բարելավումը ստիպում է արագացնել ավտոմեքենաների թեթևացման գործընթացը: Չինաստանը լիովին ներդրել է China VI արտանետումների ստանդարտները 2020 թվականին: Համաձայն «Մարդատար ավտոմեքենաների վառելիքի սպառման գնահատման մեթոդի և ցուցանիշների» և «Էներգախնայողության և նոր էներգիայով աշխատող տրանսպորտային միջոցների տեխնոլոգիաների ճանապարհային քարտեզի», վառելիքի սպառման ստանդարտը կազմում է 5.0 լ/կմ: Հաշվի առնելով շարժիչի տեխնոլոգիայի և արտանետումների կրճատման ոլորտում էական առաջընթացի սահմանափակ տարածքը, թեթև ավտոմոբիլային բաղադրիչների համար միջոցառումների ձեռնարկումը կարող է արդյունավետորեն նվազեցնել տրանսպորտային միջոցների արտանետումները և վառելիքի սպառումը: Նոր էներգիայով աշխատող տրանսպորտային միջոցների թեթևացումը դարձել է արդյունաբերության զարգացման կարևորագույն ուղի:
2016 թվականին Չինաստանի ավտոմոբիլային ճարտարագիտության ընկերությունը հրապարակեց «Էներգախնայողության և նոր էներգիայով աշխատող տրանսպորտային միջոցների տեխնոլոգիաների ուղեցույցը», որը նախատեսում էր այնպիսի գործոններ, ինչպիսիք են էներգիայի սպառումը, ճանապարհորդության հեռավորությունը և նոր էներգիայով աշխատող տրանսպորտային միջոցների արտադրության նյութերը 2020-2030 թվականների համար: Թեթևացումը կլինի նոր էներգիայով աշխատող տրանսպորտային միջոցների ապագա զարգացման հիմնական ուղղությունը: Թեթևացումը կարող է մեծացնել ճանապարհորդության հեռավորությունը և լուծել նոր էներգիայով աշխատող տրանսպորտային միջոցների «վազքի անհանգստությունը»: Երկարացված ճանապարհորդության հեռավորության պահանջարկի աճին զուգընթաց, ավտոմեքենաների թեթևացումը դառնում է հրատապ, և նոր էներգիայով աշխատող տրանսպորտային միջոցների վաճառքը վերջին տարիներին զգալիորեն աճել է: Գնահատման համակարգի և «Ավտոմոբիլային արդյունաբերության միջնաժամկետից երկարաժամկետ զարգացման ծրագրի» պահանջների համաձայն՝ գնահատվում է, որ մինչև 2025 թվականը Չինաստանում նոր էներգիայով աշխատող տրանսպորտային միջոցների վաճառքը կգերազանցի 6 միլիոն միավորը՝ տարեկան 38%-ից բարձր բարդ աճի տեմպով:
2. Ալյումինե համաձուլվածքի բնութագրերը և կիրառությունները
2.1 Ալյումինե համաձուլվածքի բնութագրերը
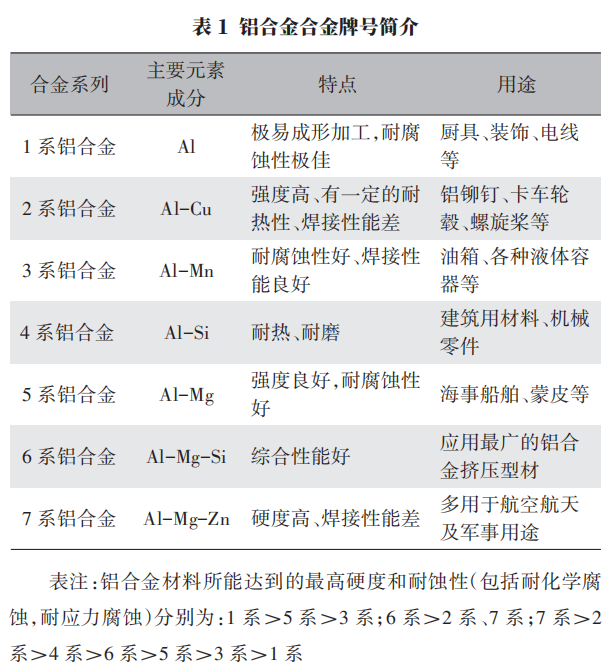
Ալյումինի խտությունը պողպատի խտության մեկ երրորդն է, ինչը այն դարձնում է ավելի թեթև։ Այն ունի ավելի բարձր տեսակարար ամրություն, լավ արտամղման ունակություն, ուժեղ կոռոզիոն դիմադրություն և բարձր վերամշակելիություն։ Ալյումինե համաձուլվածքները բնութագրվում են հիմնականում մագնեզիումից կազմված լինելով, ցուցաբերելով լավ ջերմակայունություն, լավ եռակցման հատկություններ, լավ հոգնածության դիմադրություն, ջերմային մշակմամբ ամրացվելու անկարողություն և սառը մշակման միջոցով ամրությունը մեծացնելու ունակություն։ 6 շարքը բնութագրվում է հիմնականում մագնեզիումից և սիլիցիումից կազմված լինելով, որտեղ Mg2Si-ը հիմնական ամրացնող փուլն է։ Այս կատեգորիայի ամենատարածված համաձուլվածքներն են 6063, 6061 և 6005A: 5052 ալյումինե թիթեղը AL-Mg շարքի համաձուլվածքային ալյումինե թիթեղ է, որտեղ մագնեզիումը հիմնական համաձուլվածքային տարրն է։ Այն ամենատարածված հակաժանգային ալյումինե համաձուլվածքն է։ Այս համաձուլվածքն ունի բարձր ամրություն, բարձր հոգնածության դիմադրություն, լավ պլաստիկություն և կոռոզիոն դիմադրություն, չի կարող ամրացվել ջերմային մշակման միջոցով, ունի լավ պլաստիկություն կիսասառը մշակման ժամանակ կարծրացման ժամանակ, ցածր պլաստիկություն սառը մշակման ժամանակ կարծրացման ժամանակ, լավ կոռոզիոն դիմադրություն և լավ եռակցման հատկություններ։ Այն հիմնականում օգտագործվում է այնպիսի բաղադրիչների համար, ինչպիսիք են կողային վահանակները, տանիքի ծածկոցները և դռների վահանակները: 6063 ալյումինե համաձուլվածքը AL-Mg-Si շարքի ջերմամշակվող ամրացնող համաձուլվածք է, որի հիմնական համաձուլվածքային տարրերն են մագնեզիումը և սիլիցիումը: Այն միջին ամրության ջերմամշակվող ամրացնող ալյումինե համաձուլվածքի պրոֆիլ է, որը հիմնականում օգտագործվում է կառուցվածքային բաղադրիչներում, ինչպիսիք են սյուները և կողային վահանակները, ամրությունը պահպանելու համար: Ալյումինե համաձուլվածքի տեսակների ներածությունը ներկայացված է աղյուսակ 1-ում:
2.2 Էքստրուզիան ալյումինե համաձուլվածքի կարևոր ձևավորման մեթոդ է
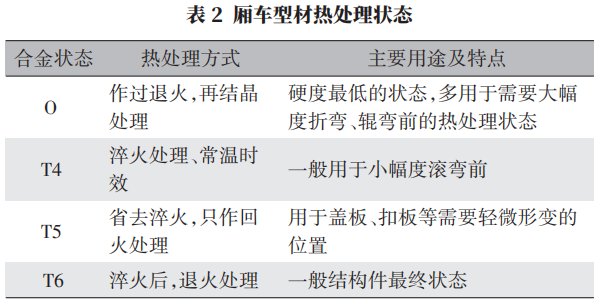
Ալյումինե համաձուլվածքի արտամղումը տաք ձևավորման մեթոդ է, և ամբողջ արտադրական գործընթացը ներառում է ալյումինե համաձուլվածքի ձևավորում եռակողմ սեղմման լարման տակ: Արտադրական ամբողջ գործընթացը կարելի է նկարագրել հետևյալ կերպ. ա. Ալյումինը և այլ համաձուլվածքները հալվում և ձուլվում են անհրաժեշտ ալյումինե համաձուլվածքի կտորների մեջ. բ. Նախապես տաքացված կտորները տեղադրվում են արտամղման սարքավորումների մեջ արտամղման համար: Գլխավոր գլանի ազդեցությամբ ալյումինե համաձուլվածքի կտորը ձևավորվում է անհրաժեշտ պրոֆիլների մեջ՝ կաղապարի խոռոչի միջոցով. գ. Ալյումինե պրոֆիլների մեխանիկական հատկությունները բարելավելու համար լուծույթային մշակում է իրականացվում արտամղման ընթացքում կամ դրանից հետո, որին հաջորդում է ծերացման մշակումը: Ծերացման մշակումից հետո մեխանիկական հատկությունները տարբերվում են՝ կախված տարբեր նյութերից և ծերացման ռեժիմներից: Տուփաձև բեռնատարի պրոֆիլների ջերմային մշակման վիճակը ներկայացված է աղյուսակ 2-ում:
Ալյումինե համաձուլվածքից պատրաստված արտանետվող արտադրանքը մի քանի առավելություն ունի այլ ձևավորման մեթոդների համեմատ.
ա. Էքստրուզիայի ժամանակ էքստրուզված մետաղը դեֆորմացիայի գոտում ստանում է ավելի ուժեղ և միատարր եռակողմ սեղմման լարում, քան գլանման և կռման դեպքում, ուստի այն կարող է լիովին օգտագործել մշակված մետաղի պլաստիկությունը: Այն կարող է օգտագործվել դժվար դեֆորմացվող մետաղների մշակման համար, որոնք չեն կարող մշակվել գլանման կամ կռման միջոցով, և կարող է օգտագործվել տարբեր բարդ խոռոչ կամ պինդ լայնական հատվածքի բաղադրիչներ պատրաստելու համար:
բ. Քանի որ ալյումինե պրոֆիլների երկրաչափությունը կարող է փոփոխվել, դրանց բաղադրիչները ունեն բարձր կոշտություն, ինչը կարող է բարելավել մեքենայի թափքի կոշտությունը, նվազեցնել դրա NVH բնութագրերը և բարելավել մեքենայի դինամիկ կառավարման բնութագրերը։
գ. Էքստրուզիայի արդյունավետությամբ արտադրանքը, հալեցումից և հասունացումից հետո, ունի զգալիորեն ավելի բարձր երկայնական ամրություն (R, Raz), քան այլ մեթոդներով մշակված արտադրանքը։
դ. Արտադրանքի մակերեսը էքստրուզիայից հետո ունի լավ գույն և լավ կոռոզիոն դիմադրություն, ինչը վերացնում է այլ հակակոռոզիոն մակերեսային մշակման անհրաժեշտությունը:
ե. Էքստրուզիայի մշակումը մեծ ճկունություն ունի, գործիքավորման և կաղապարի ցածր ծախսեր, ինչպես նաև դիզայնի փոփոխության ցածր ծախսեր։
զ. Ալյումինե պրոֆիլների լայնական հատվածքերի կառավարելիության շնորհիվ կարելի է մեծացնել բաղադրիչների ինտեգրման աստիճանը, կրճատել բաղադրիչների քանակը, և տարբեր լայնական հատվածքերի նախագծերով կարելի է հասնել ճշգրիտ եռակցման դիրքավորման:
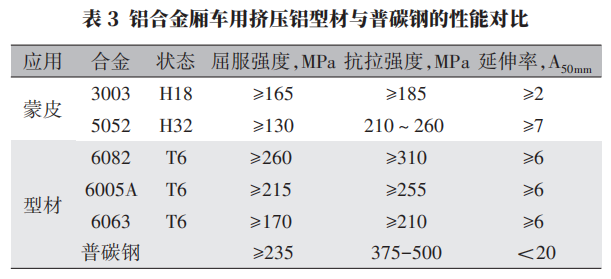
Տուփաձև բեռնատարների համար նախատեսված էքստրուդացված ալյումինե պրոֆիլների և սովորական ածխածնային պողպատի համեմատությունը ներկայացված է աղյուսակ 3-ում:
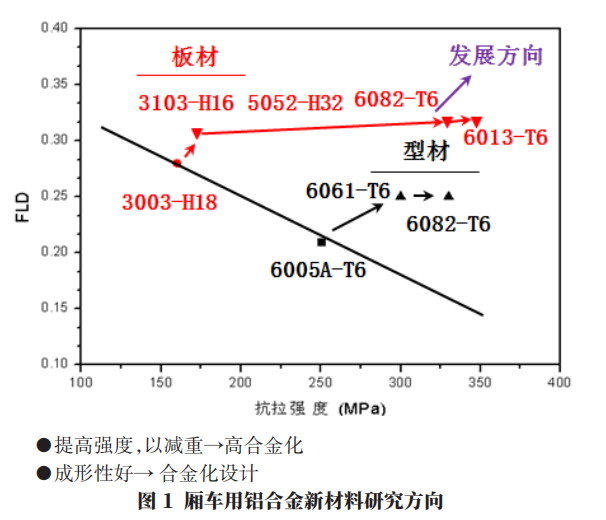
Տուփ-տիպի բեռնատարների համար ալյումինե համաձուլվածքից պատրաստված պրոֆիլների զարգացման հաջորդ ուղղությունը. Պրոֆիլների ամրության հետագա բարելավում և էքստրուզիայի կատարողականի բարելավում: Տուփ-տիպի բեռնատարների համար ալյումինե համաձուլվածքից պատրաստված պրոֆիլների նոր նյութերի հետազոտության ուղղությունը ներկայացված է նկար 1-ում:
3. Ալյումինե համաձուլվածքից պատրաստված բեռնատարի կառուցվածքը, ամրության վերլուծությունը և ստուգումը
3.1 Ալյումինե համաձուլվածքից պատրաստված բեռնատարի կառուցվածք
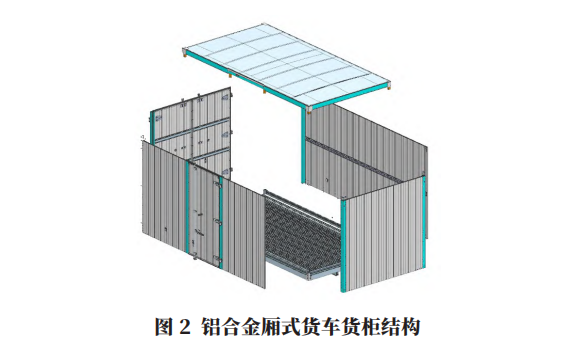
Բեռնատարի կոնտեյները հիմնականում բաղկացած է առջևի վահանակի հավաքածուից, ձախ և աջ կողմնային վահանակների հավաքածուից, հետևի դռան կողային վահանակների հավաքածուից, հատակի հավաքածուից, տանիքի հավաքածուից, ինչպես նաև U-աձև պտուտակներից, կողային պաշտպանիչներից, հետևի պաշտպանիչներից, ցեխապաշտպաններից և երկրորդ դասի շասսիին միացված այլ պարագաներից: Բեռնատարի լայնական հեծանները, սյուները, կողային հեծանները և դռան վահանակները պատրաստված են ալյումինե համաձուլվածքից արտամղված պրոֆիլներից, իսկ հատակը և տանիքի վահանակները պատրաստված են 5052 ալյումինե համաձուլվածքից հարթ թիթեղներից: Ալյումինե համաձուլվածքից բեռնատարի կառուցվածքը ներկայացված է նկար 2-ում:
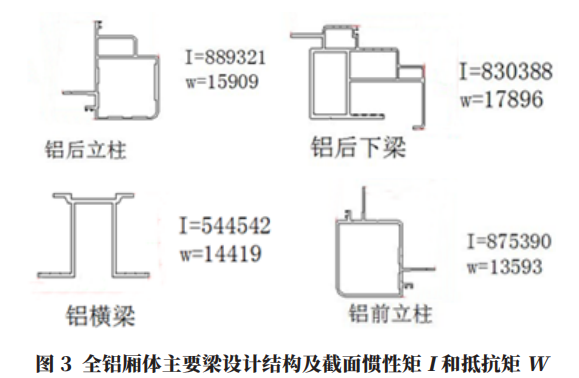
6 շարքի ալյումինե համաձուլվածքի տաք արտամղման գործընթացի կիրառմամբ կարելի է ձևավորել բարդ խոռոչ լայնական կտրվածքներ, բարդ լայնական կտրվածքներով ալյումինե պրոֆիլների նախագծումը կարող է խնայել նյութեր, բավարարել արտադրանքի ամրության և կոշտության պահանջները, ինչպես նաև տարբեր բաղադրիչների միջև փոխադարձ կապի պահանջները: Հետևաբար, գլխավոր ճառագայթի նախագծային կառուցվածքը և իներցիայի I հատվածային մոմենտները և դիմադրության մոմենտները W ներկայացված են նկար 3-ում:
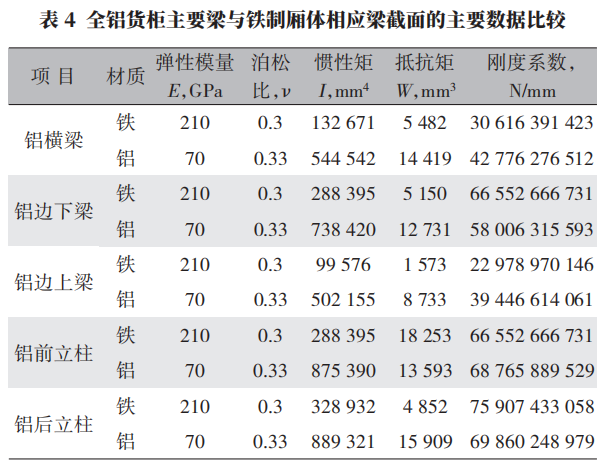
Աղյուսակ 4-ում ներկայացված հիմնական տվյալների համեմատությունը ցույց է տալիս, որ նախագծված ալյումինե պրոֆիլի իներցիայի և դիմադրության հատվածային մոմենտները ավելի լավն են, քան երկաթե ճառագայթի պրոֆիլի համապատասխան տվյալները: Կոշտության գործակցի տվյալները մոտավորապես նույնն են, ինչ համապատասխան երկաթե ճառագայթի պրոֆիլինը, և բոլորը համապատասխանում են դեֆորմացիայի պահանջներին:
3.2 Առավելագույն լարվածության հաշվարկ
Հիմնական բեռը կրող բաղադրիչը՝ լայնակի հեծանը, որպես օբյեկտ ընդունելով՝ հաշվարկվում է առավելագույն լարումը: Նոմինալ բեռը 1.5 տ է, իսկ լայնակի հեծանը պատրաստված է 6063-T6 ալյումինե համաձուլվածքի պրոֆիլից՝ 5-րդ աղյուսակում ցույց տրված մեխանիկական հատկություններով: Հեծանը պարզեցված է որպես կոնսոլային կառուցվածք՝ ուժի հաշվարկման համար, ինչպես ցույց է տրված նկար 4-ում:
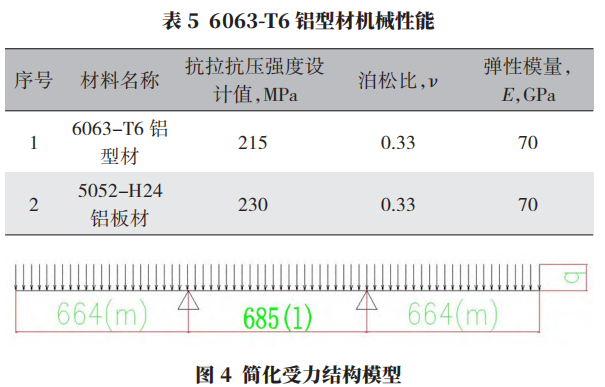
344 մմ թռիչքային ճառագայթի վրա սեղմման բեռը հաշվարկվում է որպես F=3757 N՝ 4.5 տ-ի հիման վրա, որը ստանդարտ ստատիկ բեռի երեք անգամն է։ q=F/L
որտեղ q-ն գերանի ներքին լարումն է բեռի տակ, N/մմ; F-ն գերանի կրած բեռն է, որը հաշվարկվում է ստանդարտ ստատիկ բեռի եռապատիկի հիման վրա, որը կազմում է 4.5 տ; L-ն գերանի երկարությունն է, մմ։
Հետևաբար, ներքին լարվածությունը q հավասար է՝

Սթրեսի հաշվարկման բանաձևը հետևյալն է.

Առավելագույն մոմենտը հետևյալն է.

Ընդունելով մոմենտի բացարձակ արժեքը՝ M=274283 Ն·մմ, առավելագույն լարումը՝ σ=M/(1.05×w)=18.78 ՄՊա, և առավելագույն լարման արժեքը՝ σ<215 ՄՊա, որը համապատասխանում է պահանջներին։
3.3 Տարբեր բաղադրիչների միացման բնութագրերը
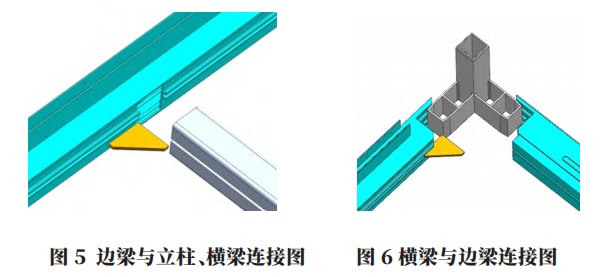
Ալյումինե համաձուլվածքն ունի վատ եռակցման հատկություններ, և դրա եռակցման կետի ամրությունը կազմում է հիմնական նյութի ամրության միայն 60%-ը: Ալյումինե համաձուլվածքի մակերեսին Al2O3 շերտով ծածկվելու պատճառով, Al2O3-ի հալման կետը բարձր է, մինչդեռ ալյումինինը՝ ցածր: Երբ ալյումինե համաձուլվածքը եռակցվում է, եռակցումը կատարելու համար մակերեսին գտնվող Al2O3-ը պետք է արագ քայքայվի: Միևնույն ժամանակ, Al2O3-ի մնացորդը կմնա ալյումինե համաձուլվածքի լուծույթում՝ ազդելով ալյումինե համաձուլվածքի կառուցվածքի վրա և նվազեցնելով ալյումինե համաձուլվածքի եռակցման կետի ամրությունը: Հետևաբար, ամբողջությամբ ալյումինե տարա նախագծելիս այս բնութագրերը լիովին հաշվի են առնվում: Եռակցումը հիմնական դիրքավորման մեթոդն է, և հիմնական բեռը կրող բաղադրիչները միացվում են պտուտակներով: Միացումները, ինչպիսիք են ամրացումը և աղավնու պոչ կառուցվածքը, ներկայացված են նկար 5-ում և 6-ում:
Ամբողջությամբ ալյումինե տուփի հիմնական կառուցվածքը ներառում է հորիզոնական ճառագայթներ, ուղղահայաց սյուներ, կողային ճառագայթներ և եզրային ճառագայթներ, որոնք միահյուսվում են միմյանց հետ: Յուրաքանչյուր հորիզոնական ճառագայթի և ուղղահայաց սյան միջև կա չորս միացման կետ: Միացման կետերը հագեցած են ատամնավոր միջադիրներով՝ հորիզոնական ճառագայթի ատամնավոր եզրին միաձուլվելու համար, արդյունավետորեն կանխելով սահելը: Ութ անկյունային կետերը հիմնականում միացված են պողպատե միջուկի ներդիրներով, ամրացված պտուտակներով և ինքնաամրացվող գամերով, և ամրացված են տուփի ներսում եռակցված 5 մմ եռանկյունաձև ալյումինե թիթեղներով՝ անկյունային դիրքերը ներքինորեն ամրացնելու համար: Տուփի արտաքին տեսքը չունի եռակցման կամ բաց միացման կետեր, ինչը ապահովում է տուփի ընդհանուր տեսքը:
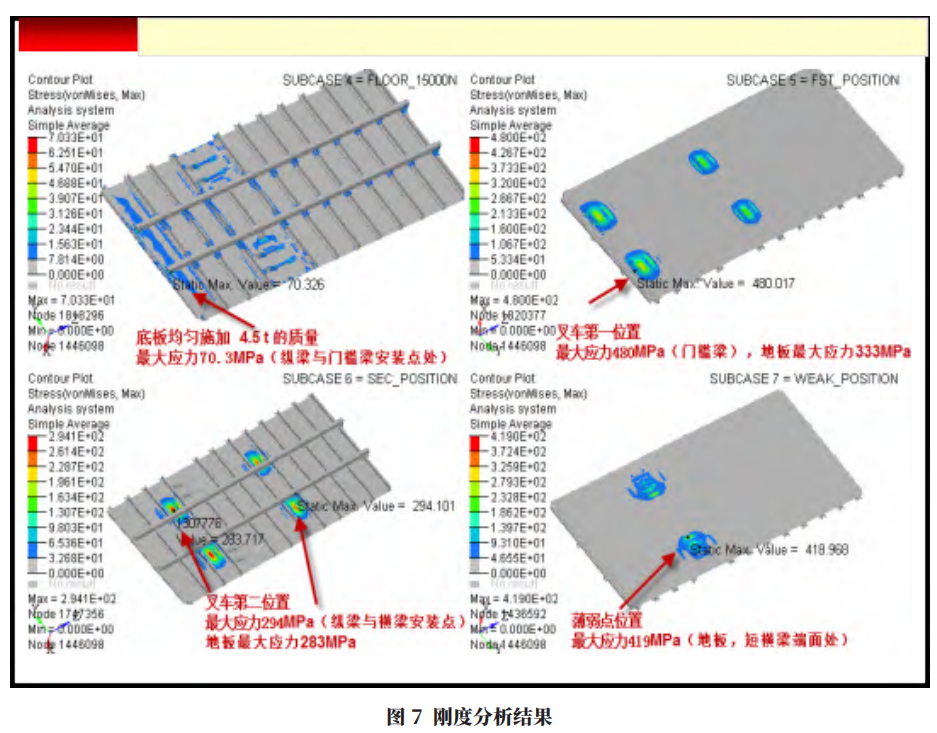
3.4 SE համաժամանակյա ճարտարագիտական տեխնոլոգիա
SE համաժամանակյա ճարտարագիտական տեխնոլոգիան օգտագործվում է տուփի կորպուսում համապատասխան բաղադրիչների մեծ կուտակված չափերի շեղումների և ճեղքերի ու հարթության խափանումների պատճառները գտնելու դժվարությունների պատճառով առաջացած խնդիրները լուծելու և լուծելու համար: CAE վերլուծության միջոցով (տե՛ս նկար 7-8) համեմատական վերլուծություն է իրականացվում երկաթից պատրաստված տուփի կորպուսների հետ՝ տուփի կորպուսի ընդհանուր ամրությունն ու կոշտությունը ստուգելու, թույլ կողմերը գտնելու և միջոցներ ձեռնարկելու նախագծային սխեման ավելի արդյունավետորեն օպտիմալացնելու և բարելավելու համար:
4. Ալյումինե համաձուլվածքից բեռնատարի թեթևացման ազդեցությունը
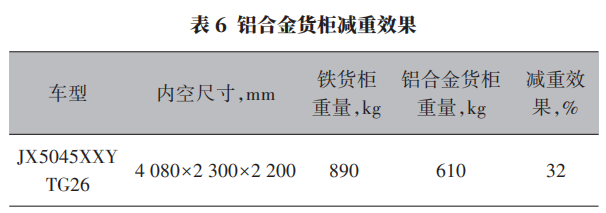
Բացի տուփի թափքից, ալյումինե համաձուլվածքները կարող են օգտագործվել տուփային բեռնատար կոնտեյներների տարբեր բաղադրիչների, ինչպիսիք են ցեխապաշտպանները, հետևի պաշտպանիչները, կողային պաշտպանիչները, դռան փականները, դռան ծխնիները և հետևի գոգնոցի եզրերը, պողպատը փոխարինելու համար, ինչը հանգեցնում է բեռնախցիկի քաշի 30%-ից 40%-ով նվազեցմանը: 4080 մմ × 2300 մմ × 2200 մմ դատարկ բեռնախցիկի քաշի նվազեցման ազդեցությունը ներկայացված է աղյուսակ 6-ում: Սա հիմնարար կերպով լուծում է ավանդական երկաթից պատրաստված բեռնախցիկների ավելորդ քաշի, հայտարարություններին չհամապատասխանելու և կարգավորող ռիսկերի խնդիրները:
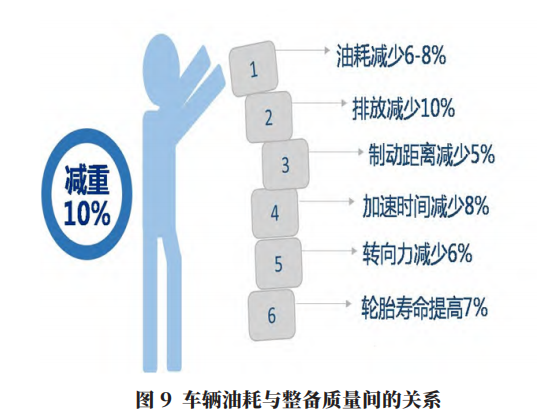
Ավտոմոբիլային բաղադրիչների համար ավանդական պողպատը ալյումինե համաձուլվածքներով փոխարինելով՝ կարելի է ոչ միայն հասնել գերազանց թեթևացման ազդեցության, այլև նպաստել վառելիքի խնայողությանը, արտանետումների կրճատմանը և տրանսպորտային միջոցների աշխատանքի բարելավմանը: Ներկայումս կան տարբեր կարծիքներ թեթևացման ներդրման վերաբերյալ վառելիքի խնայողության մեջ: Ալյումինի միջազգային ինստիտուտի հետազոտության արդյունքները ներկայացված են նկար 9-ում: Տրանսպորտային միջոցի քաշի յուրաքանչյուր 10% կրճատումը կարող է կրճատել վառելիքի սպառումը 6%-ից 8%-ով: Ներքին վիճակագրության համաձայն՝ յուրաքանչյուր ուղևորատար մեքենայի քաշը 100 կգ-ով կրճատելը կարող է կրճատել վառելիքի սպառումը 0.4 լ/100 կմ-ով: Թեթևացման ներդրումը վառելիքի խնայողության մեջ հիմնված է տարբեր հետազոտական մեթոդներով ստացված արդյունքների վրա, ուստի կան որոշակի տատանումներ: Այնուամենայնիվ, ավտոմեքենաների թեթևացումը զգալի ազդեցություն ունի վառելիքի սպառման կրճատման վրա:
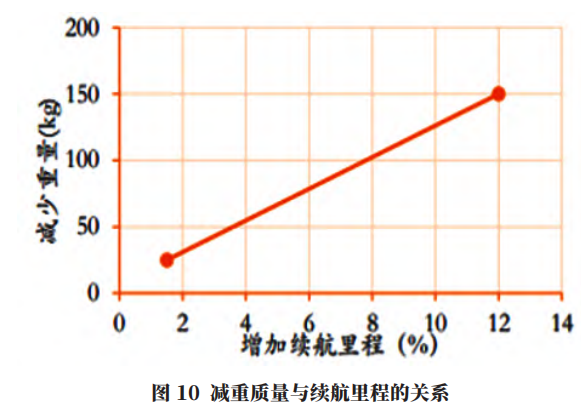
Էլեկտրական տրանսպորտային միջոցների դեպքում թեթևացման էֆեկտն ավելի ցայտուն է։ Ներկայումս էլեկտրական տրանսպորտային միջոցների մարտկոցների միավորային էներգիայի խտությունը զգալիորեն տարբերվում է ավանդական հեղուկ վառելիքով աշխատող տրանսպորտային միջոցների էներգիայի խտությունից։ Էլեկտրական տրանսպորտային միջոցների էներգահամակարգի (ներառյալ մարտկոցը) քաշը հաճախ կազմում է տրանսպորտային միջոցի ընդհանուր քաշի 20%-ից 30%-ը։ Միաժամանակ, մարտկոցների աշխատանքային խոչընդոտների հաղթահարումը համաշխարհային մարտահրավեր է։ Մինչև բարձր արդյունավետությամբ մարտկոցների տեխնոլոգիայի ոլորտում մեծ առաջընթաց լինելը, թեթևացումը էլեկտրական տրանսպորտային միջոցների թռիչքային հեռավորությունը բարելավելու արդյունավետ միջոց է։ Քաշի յուրաքանչյուր 100 կգ-ով կրճատման դեպքում էլեկտրական տրանսպորտային միջոցների թռիչքային հեռավորությունը կարող է մեծացվել 6%-ից 11%-ով (քաշի կրճատման և թռիչքային հեռավորության միջև կապը ներկայացված է նկար 10-ում)։ Ներկայումս մաքուր էլեկտրական տրանսպորտային միջոցների թռիչքային հեռավորությունը չի կարող բավարարել մարդկանց մեծամասնության կարիքները, բայց քաշի որոշակի չափով կրճատումը կարող է զգալիորեն բարելավել թռիչքային հեռավորությունը՝ թեթևացնելով թռիչքային հեռավորության հետ կապված անհանգստությունը և բարելավելով օգտագործողի փորձը։
5. Եզրակացություն
Այս հոդվածում ներկայացված ալյումինե համաձուլվածքից պատրաստված բեռնատարի ամբողջությամբ ալյումինե կառուցվածքից բացի, կան բեռնատարների տարբեր տեսակներ, ինչպիսիք են ալյումինե մեղրամոմե վահանակները, ալյումինե ճարմանդային թիթեղները, ալյումինե շրջանակները + ալյումինե թաղանթները և երկաթ-ալյումինե հիբրիդային բեռնարկղերը: Դրանք ունեն թեթև քաշի, բարձր տեսակարար ամրության և լավ կոռոզիոն դիմադրության առավելություններ, և չեն պահանջում էլեկտրոֆորետիկ ներկ կոռոզիայից պաշտպանվելու համար, ինչը նվազեցնում է էլեկտրոֆորետիկ ներկի շրջակա միջավայրի վրա ազդեցությունը: Ալյումինե համաձուլվածքից պատրաստված բեռնատարը հիմնարար կերպով լուծում է ավանդական երկաթե բեռնախցիկների ավելորդ քաշի, հայտարարություններին չհամապատասխանելու և կարգավորող ռիսկերի խնդիրները:
Էքստրուզիան ալյումինե համաձուլվածքների մշակման կարևոր մեթոդ է, և ալյումինե պրոֆիլներն ունեն գերազանց մեխանիկական հատկություններ, ուստի բաղադրիչների կտրվածքի կոշտությունը համեմատաբար բարձր է: Փոփոխական լայնական կտրվածքի պատճառով ալյումինե համաձուլվածքները կարող են համատեղել բազմաթիվ բաղադրիչների գործառույթներ, ինչը դրանք դարձնում է լավ նյութ ավտոմոբիլային թեթևացման համար: Այնուամենայնիվ, ալյումինե համաձուլվածքների լայն կիրառումը բախվում է այնպիսի մարտահրավերների, ինչպիսիք են ալյումինե համաձուլվածքների բեռնախցիկների անբավարար նախագծային կարողությունները, ձևավորման և եռակցման խնդիրները, ինչպես նաև նոր արտադրանքի մշակման և առաջխաղացման բարձր ծախսերը: Հիմնական պատճառն այն է, որ ալյումինե համաձուլվածքն ավելի թանկ է, քան պողպատը, նախքան ալյումինե համաձուլվածքների վերամշակման էկոլոգիան հասունանա:
Ամփոփելով՝ ալյումինե համաձուլվածքների կիրառման շրջանակը ավտոմեքենաներում կդառնա ավելի լայն, և դրանց օգտագործումը կշարունակի աճել։ Էներգախնայողության, արտանետումների կրճատման և նոր էներգետիկ տրանսպորտային միջոցների արդյունաբերության զարգացման ներկայիս միտումների պայմաններում, ալյումինե համաձուլվածքների հատկությունների խորը ըմբռնման և ալյումինե համաձուլվածքների կիրառման խնդիրների արդյունավետ լուծումների հետ մեկտեղ, ալյումինե էքստրուզիոն նյութերը ավելի լայնորեն կօգտագործվեն ավտոմոբիլային թեթևաքաշության մեջ։
Խմբագրել է Մեյ Ջիանգը՝ MAT Aluminum-ից
Հրապարակման ժամանակը. Հունվար-12-2024



